
Bombas verticales SlurryPro aumentan la eficiencia en el desagüe de sumideros con fluidos residuales de la producción de litio

En este caso de éxito, desarrollamos una solución dentro de la Industria de Litio para el desagüe de sumideros. Los principales desafíos de esta aplicación eran la combinación abrasiva y corrosiva de fluidos, el riesgo eléctrico para los operarios, los altos costos de mantenimiento y los largos períodos de inactividad generados por las frecuentes intervenciones en los equipos.
Bombas Audex AS solucionan problemas de abrasión y generan confiabilidad en el desagüe de mina subterránea

En este caso de éxito, desarrollamos una solución dentro de la Industria Minera Metalífera para el desagüe de mina subterránea. Los principales desafíos de esta aplicación eran el desgaste prematuro de las piezas internas de las bombas, la alta rotación de los equipos en operación, la agresividad del fluido y los altos costos y dificultad para adquirir bombas y repuestos.
13 bombas Verderflex Dura mejoran el proceso y aumentan la eficiencia en el bombeo de fluidos corrosivos y cristalizantes

En este caso de éxito, desarrollamos una solución dentro de la Industria Minera para el bombeo de fluidos corrosivos y cristalizantes. Los principales desafíos de esta aplicación eran el desgaste prematuro de las piezas, el mantenimiento complejo debido a la cantidad de piezas de desgaste y las frecuentes intervenciones en los equipos, lo que implicaba ponerlos fuera de servicio.
Bomba SV de SlurryPro evita problemas con la temperatura del fluido en aplicación de la Industria de Procesos Sanitarios
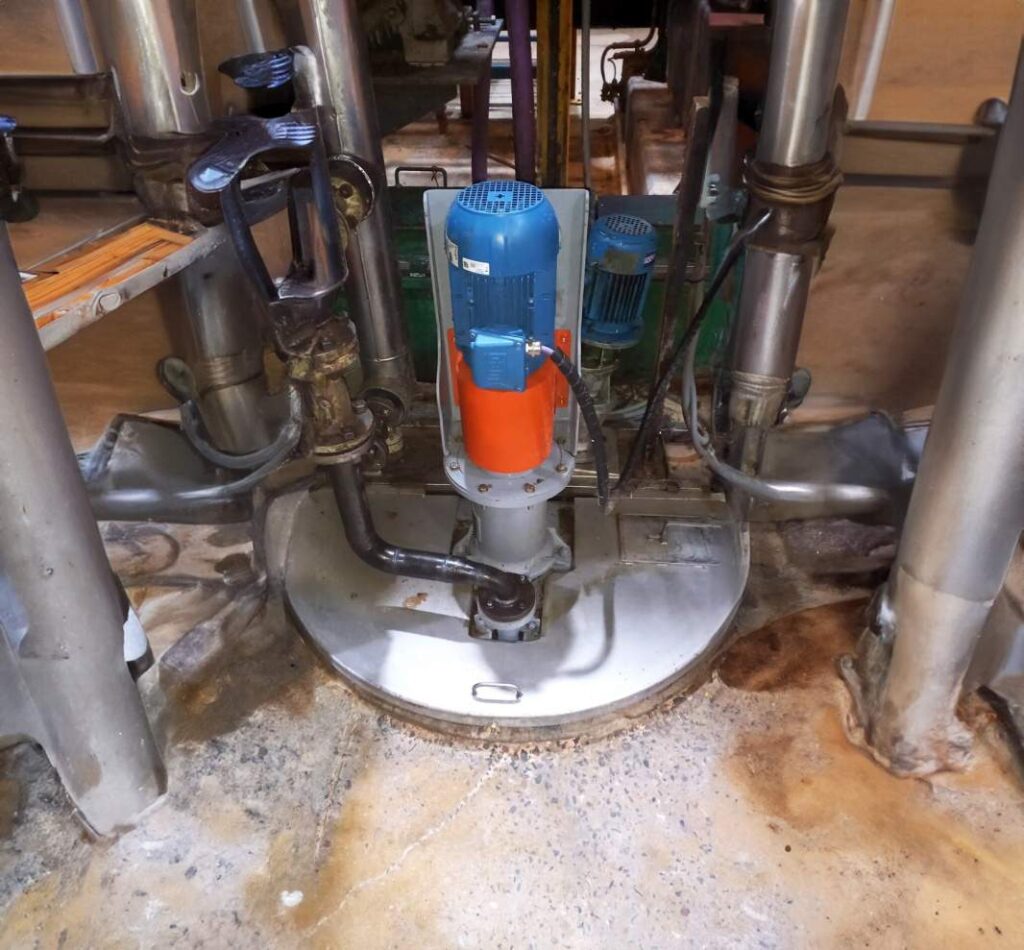
En este caso de éxito, desarrollamos una solución dentro de la Industria de Procesos Sanitarios para el bombeo de jabón. Los principales desafíos de esta aplicación eran la solidificación del fluido al perder temperatura y la limpieza de la cañería y la bomba mediante un soplido de vapor.
Bomba Toro E resuelve desafío de movimiento de agua tratada en empresa de la Industria Sanitaria

En este caso de éxito, desarrollamos una solución dentro de la Industria Sanitaria para el bombeo de agua tratada. Los desafíos principales de esta aplicación eran las frecuentes intervenciones en los equipos y los altos costos de consumo de aire comprimido.
37 bombas Verderflex Dura resuelven desafíos de dosificación precisa de diversos fluidos corrosivos

En este caso de éxito, desarrollamos una solución dentro de la Industria de Litio para la dosificación de fluidos corrosivos. Los principales desafíos de esta aplicación eran la cristalización del fluido, lo que generaba incrustaciones en las piezas internas de la bomba, la precisión en la dosificación de los fluidos y la alta temperatura y densidad de los mismos.
Bombas Vantage 5000 resuelven desafíos de dosificación precisa de salmuera en empresa de extracción de litio

En este caso de éxito, desarrollamos una solución dentro de la Industria de Litio para la dosificación de salmuera. Los principales desafíos de esta aplicación eran la cristalización del fluido, lo que generaba incrustaciones en las piezas internas de la bomba y la precisión en la dosificación de fluidos corrosivos.
Bombas Sandpiper resuelven aplicación de bombeo de salmuera de rechazo, proveniente de filtro de banda

En este caso de éxito, desarrollamos una solución dentro de la Industria Minera para mejorar la compatibilidad y aumentar la eficiencia en el bombeo de salmuera de rechazo.
Booster Stations SlurryPro mejoran la eficiencia en el desagüe de mina subterránea

En este caso de éxito, desarrollamos una solución dentro de la Industria Minera Metalífera para el desagüe de mina subterránea. Los principales desafíos de esta aplicación eran los altos costos de construcción, la dificultad y los altos costos de mantenimiento y operación, la baja confiabilidad del sistema de desagüe principal y la necesidad de un sistema de desagüe principal flexible.
Bomba Sandpiper HDF simplifica la operación y elimina riesgos eléctricos en el desagüe de mina subterránea

En este caso de éxito, desarrollamos una solución dentro de la Industria Minera para el desagüe de mina subterránea. Los principales desafíos de esta aplicación eran los atascos en la succión de la bomba, el riesgo eléctrico para los operarios, el riesgo de funcionamiento en seco, la portabilidad del equipo de bombeo y la instalación de la bomba lo más retraída del frente posible, para evitar el aplastamiento con equipos de avance.
