 Ir al contenido
Ir al contenido 
El Método de Extracción Directa de Litio explicado por un proveedor de soluciones de bombeo en Argentina

En All Pumps Argentina acompañamos la evolución del litio con una visión práctica desarrollada desde las plantas de nuestros clientes. Nuestro trabajo y experiencia en el Noroeste Argentino nos posiciona como referentes en provisión de bombas para minería, aportando experiencia y soluciones concretas en operaciones de salmuera y proyectos de extracción directa de litio (DLE). […]
¿Sin presupuesto para comprar bombas?

En All Pumps Argentina te ofrecemos una alternativa inteligente: incorporar equipos de bombeo industriales mediante leasing financiero.
Obtuvimos la certificación como Asistente Técnico Oficial WEG

En All Pumps Argentina recientemente adquirimos la certificación como Asistente Técnico Oficial de la marca WEG.
Ley RIGI y el rol crucial de las empresas locales en la provisión de bombas

Para fomentar grandes inversiones en sectores estratégicos, Argentina ha implementado el Régimen de Incentivo para Grandes Inversiones (RIGI), diseñado para atraer capital y dinamizar la economía.
Bombas centrífugas para transferencia de agua en la industria de Oil & Gas

Las bombas centrífugas cobran un rol importante en la transferencia de agua en el desarrollo de recursos no convencionales.
Bombeo de soda ash: una aplicación clave en el proceso de producción de litio

La soda ash o carbonato de sodio, es un polvo blanco e inodoro que se utiliza comúnmente en diversas industrias, tales como química, tratamiento de agua y litio, ente otras.
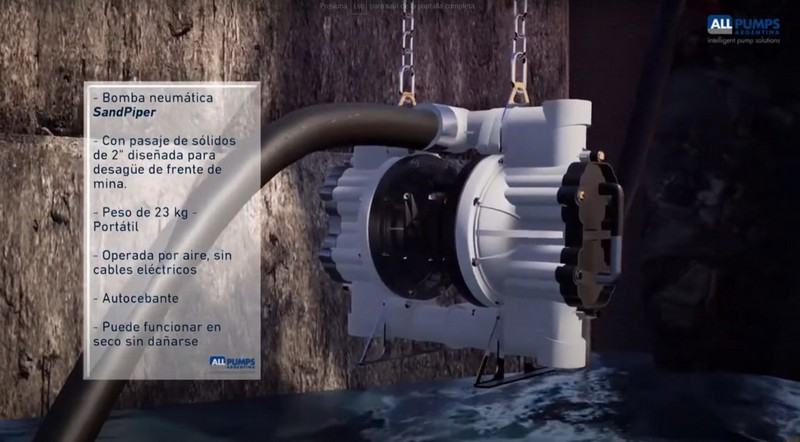
Desagüe de mina subterránea con estaciones móviles de bombeo

Realiza un recorrido virtual por una mina subterránea.
Tour virtual por una planta minera
Realiza un recorrido virtual por una planta minera.
Bombas autocebantes para la Industria Minera

Las bombas autocebantes industriales generalmente son aplicadas en el movimiento de fluidos con sólidos en suspensión. Estos equipos aspiran desde fosas subterráneas y representan una alternativa a las bombas sumergibles donde el conjunto motor/bomba se encuentra totalmente sumergido.
Tipos, usos y diseño de bombas sumergibles industriales

Como es sabido, el mantenimiento de una bomba y la falla del sello mecánico o desgaste prematuro de sus componentes debido a una mala elección, requiere retirar el equipo de servicio y un alto costo por reparación.

