 Ir al contenido
Ir al contenido 
Bomba Toro E simplifica la operación en el desagüe de fosa

En este caso de éxito, desarrollamos una solución dentro de la industria papelera para el desagüe de fosa. Los principales desafíos de esta aplicación eran los atascamientos frecuentes, la rotura prematura de los equipos y la alta dificultad para realizar intervenciones.
Bombas Toro E8 simplifican la operación en empresa papelera

En este caso de éxito, desarrollamos una solución dentro de la industria papelera para el bombeo desde fosa a clarificadores. Los principales desafíos de esta aplicación eran los
atascamientos frecuentes, la rotura prematura de los equipos y la alta dificultad para realizar intervenciones.
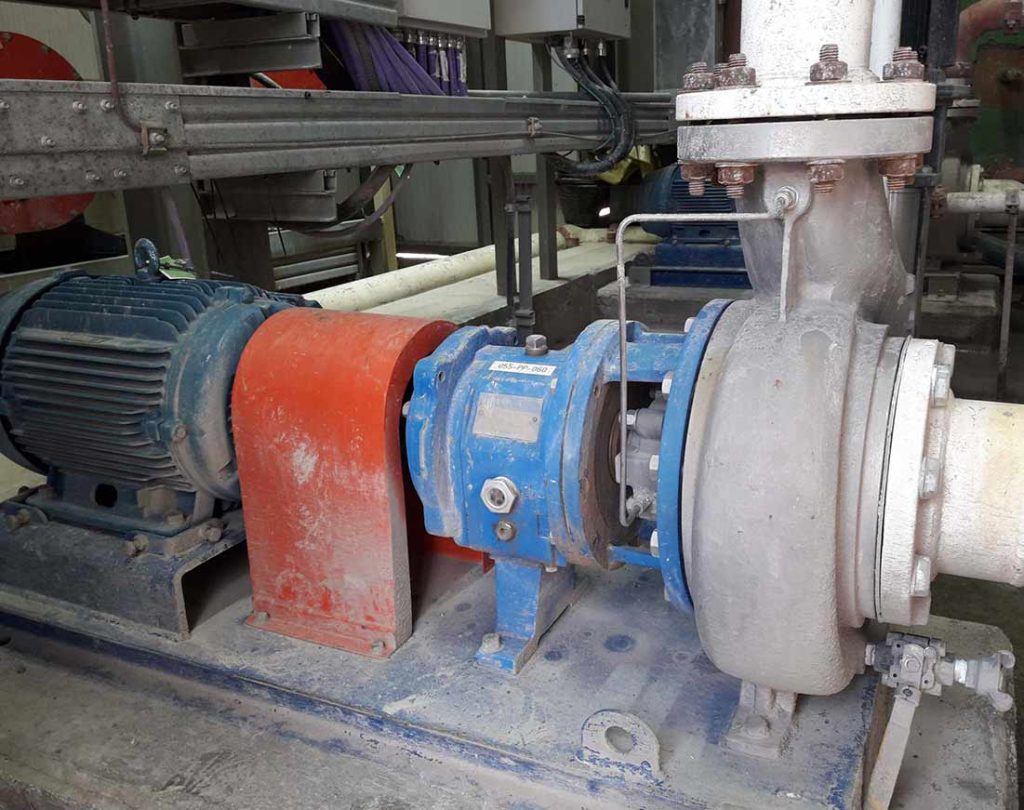
Toro ANSI resuelve aplicación de trasvase de mosto en empresa de la industria cervecera

En este caso de éxito, desarrollamos una solución dentro de la industria cervecera para el trasvase de mosto. Los principales desafíos de esta aplicación eran el fluido con alto contenido de sólidos en suspensión, la abrasión de las piezas en contacto con el fluido y la carencia en la provisión de repuestos.
Bomba Toro E resuelve desafío de movimiento de agua tratada en empresa de la Industria Sanitaria

En este caso de éxito, desarrollamos una solución dentro de la Industria Sanitaria para el bombeo de agua tratada. Los desafíos principales de esta aplicación eran las frecuentes intervenciones en los equipos y los altos costos de consumo de aire comprimido.
Bomba Toro E evita problemas de atascos en empresa del rubro alimenticio

En este caso de éxito, desarrollamos una solución dentro de la Industria Alimenticia para el trasvase de agua con tierra y restos de papa. El principal desafío de esta aplicación era la frecuente obstrucción por incrustación de sólidos.
10 bombas TORO ANSI incrementan la eficiencia en alimentación de reactores, descarga de separadoras y trasvase de soda ash
En este caso de éxito, desarrollamos una solución dentro del rubro Minería de Litio para el trasvase de soda ash. Los principales desafíos de esta aplicación eran los atascos del impulsor por acumulación de cristalización y la corrosión de las piezas internas de la bomba.
163 bombas TORO ANSI resuelven aplicaciones vinculadas con la producción de carbonato de litio

En este caso de éxito, desarrollamos una solución dentro del rubro Minería de Litio para la producción de carbonato de litio. Los principales desafíos de esta aplicación eran la corrosión de las piezas internas de la bomba y la acumulación de cristalización en el impulsor y el sello mecánico.

